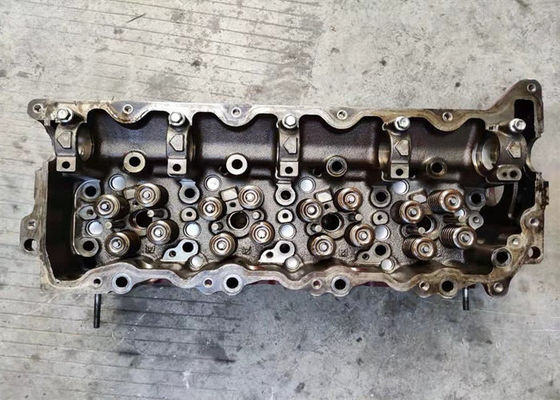
J05E utilizó los bloques de motor para el excavador SK200 - 8 SK250 - 8 11401 - E0702
Especificación
| Nombre del coche: Bloque de cilindro del motor |
| Number modelo: J05E |
| Movimiento del cilindro: 130 |
| Diámetro del cilindro: 112 |
| Uso: Excavador |
| válvula: válvula 16 |
| Enfriamiento: Refrigeración por agua |
| Inyección: Eléctrico |
| Forma del trabajo: Turbo |
| El número de cilindro: 4 |
Descripción
Procesos de lanzamiento aplicables
Para la producción de bloques de motor, una multitud de tecnologías de lanzamiento se aplica. De un aspecto económico, para los motores producidos en serie, métodos de lanzamiento altamente automatizados usando los moldes de la arena (“procesos del paquete de la base "), donde la duración de ciclo no es limitada por la solidificación
las condiciones, están compitiendo con métodos de la fundición a presión donde está limitada la duración de ciclo.
Producen a la mayoría de los bloques de motor de aluminio actualmente producidos, particularmente tres del sixcylinder a los motores en línea usando el proceso de HPDC para la rentabilidad. Este proceso es caracterizado por una alta productividad, sin embargo, el volumen de la producción debe ser grande
bastantes para asegurar el reembolso de la inversión de fabricación bastante alta
.
El uso de un molde de acero limita la gama de las aleaciones de lanzamiento aplicables. En principio, la tecnología de HPDC permite solamente la fabricación de los diseños de bloque de motor de la cubierta abierta. Pero con una profundidad distintamente reducida de la chaqueta de agua y cilindros co-moldeados, la realización del
la variante de la cubierta abierta con un área suficientemente rígida del cilindro para cumplir los requisitos de la mayoría de los motores en línea es posible. También los corazones especialmente diseñados de la arena que soportan las altas presiones y las tensiones termales del método del bastidor de HPDC se podrían introducir para los usos del lugar (top
los motores del funcionamiento en diseño cerrado de la cubierta), sino esta opción no se considera generalmente.
La alta presión a presión las fundiciones está cerca de las piezas de la red-forma que ofrecen contornos bastante exactos y tolerancias extremadamente estrechas en términos de dimensiones, forma y posición. Debido al relleno muy turbulento del molde, una determinada cantidad de defectos de lanzamiento (particularmente inclusiones del gas) son inevitables. Este efecto se puede compensar por el uso de las tecnologías avanzadas del vacío. las posibilidades de Re-alimentación se limitan como resultado de la solidificación temprana del sistema de la puerta, sin embargo, en algunos casos, la formación local de cavidades de la contracción puede ser
contradicho por los exprimidores locales.
En áreas finas de la pared, el alto índice de la solidificación de alta presión a presión las fundiciones lleva a los niveles significativos de la fuerza. Los bloques de motor producidos por el proceso convencional de HPDC se utilizan generalmente en el estado del como-molde. Tratamientos térmicos (e.g tratamiento térmico de la solución y endurecimiento de edad artificial)
o las operaciones de soldadura se evitan generalmente puesto que ésta requeriría el uso de las tecnologías sofisticadas del alto vacío.
![]()
![]()
![]()