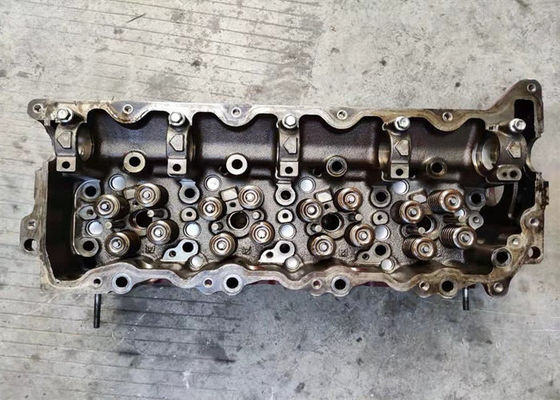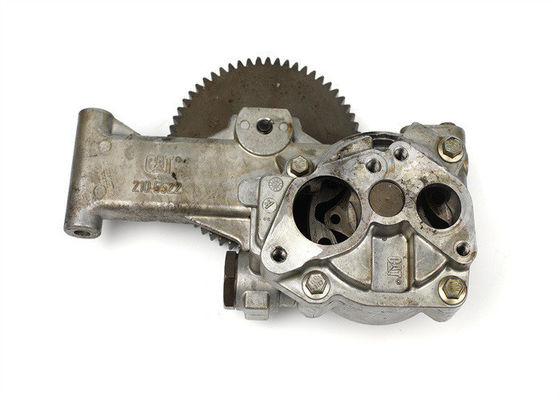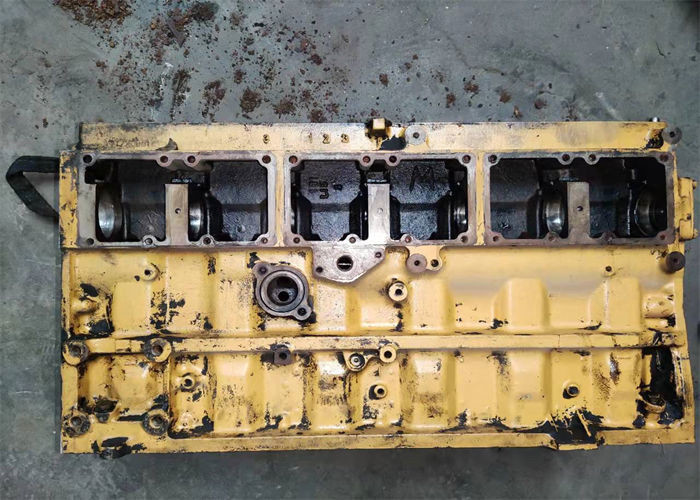

Bloques de motor usados diesel C7 para la refrigeración por agua 221 - 4479 del excavador E329D
Especificación
| Nombre del coche: Bloque de cilindro del motor |
| Number modelo: C7 |
| Movimiento del cilindro: 127 |
| Diámetro del cilindro: 110 |
| Uso: Excavador |
| válvula: válvula 18 |
| Enfriamiento: Refrigeración por agua |
| Inyección: Eléctrico |
| Forma del trabajo: Turbo |
Descripción
Sobre la grieta
El algo más a tener presente sobre las grietas es que son a menudo el resultado de demasiado calor. Una junta principal, una bomba de agua, un radiador o una manguera permeable del líquido refrigerador pudieron haber permitido una pérdida de líquido refrigerador que hizo eventual el motor correr caliente y sobrecalentamiento. Una restricción del extractor causada por un convertidor catalítico parcialmente tapado (o el filtro de partículas en un motor diesel) puede también sostener calor en un motor. Es tan importante identificar y eliminar cualquier cosa que pudo haber hecho el motor recalentarse antes de que se ponga detrás en servicio – de otra manera sus reparaciones de la grieta pueden ser efímeras.
Reparaciones calientes o frías
diesel_repair_1Crack se pueden reparar fríos (fijando) o calientes (soldando con autógena y soldando). El método utilizó dependerá del tamaño de la grieta y del tipo de lanzamiento (arrabio o aluminio). La ventaja principal de reparar fríos la grieta es que no requiere ningún calor. Ningún calor no significa ningún tiempo extra necesario para precalentar y para fijar fresco el bastidor, y no presenta ningún peligro de deformar o de torcer el bastidor. La calefacción o de un bloque de culata lo hace ampliarse, que a su vez crea la tensión termal en el metal que puede llevar a agrietarse subsiguiente cuando el metal se refresca – especialmente si se refresca demasiado rápidamente.
Con la fijación, hay también menos preocupación por asegurarse del metal alrededor de la grieta es perfectamente limpio. Cualquier tipo de soldadura requiere una superficie perfectamente limpia que deba estar libre de contaminantes tales como grasa, aceite o suciedad. Esto significa que el bastidor debe ser prelimpiado antes de que pueda ser soldado con autógena. También, la soldadura requiere el pulido hacia fuera de la grieta con una amoladora del dado así que el nuevo metal puede llenar el vacío y el fusible al metal a cada lado de la grieta.
Con las cabezas y los bloques del arrabio, el 80 por ciento de grietas se puede reparar generalmente con hierro o los pernos de acero o los enchufes afilados mientras que el 20 por ciento de grietas requerirá la soldadura del horno, rocían con llamas la soldadura o soldar. Con las cabezas y los bloques de aluminio, es apenas el contrario. El cerca de 80 por ciento de grietas es reparado por el gas inerte de tungsteno (TIG) que suelda con autógena mientras que el 20 por ciento de grietas se repara con los pernos o los enchufes de aluminio.
![]()
![]()
![]()