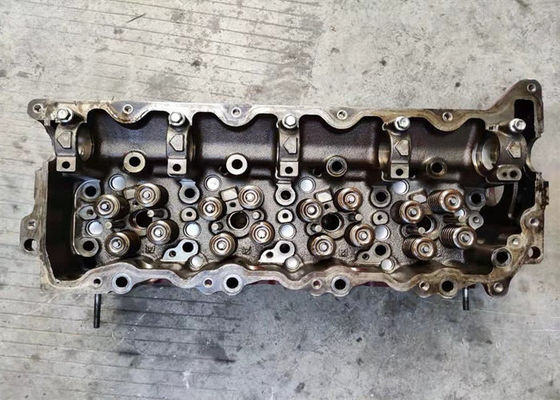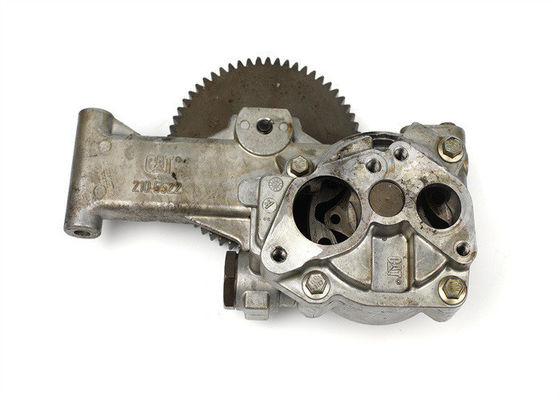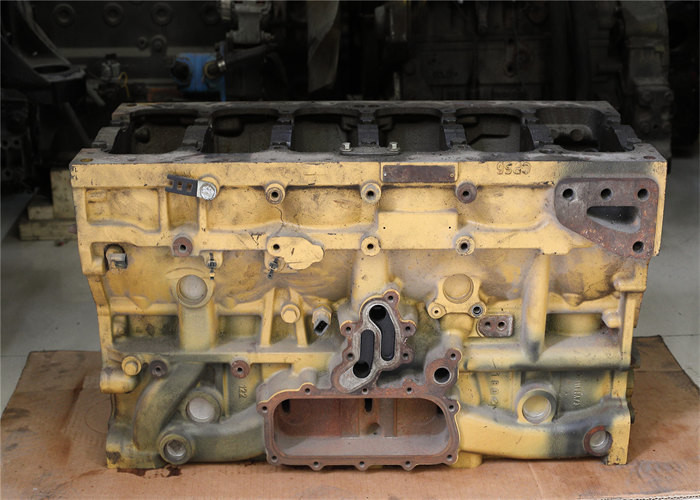
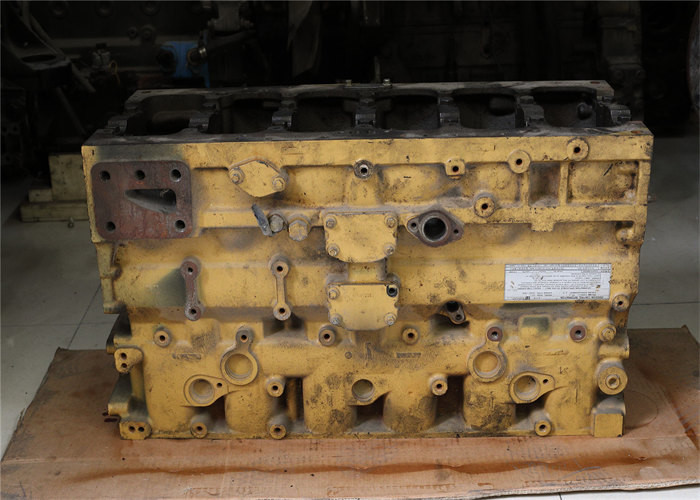

Bloques de motor usados diesel C6.6 para la refrigeración por agua del excavador E320D E320D2
Especificación
| Nombre del coche: Bloque de cilindro del motor |
| Number modelo: C6.6 |
| Tipo del motor: Diesel |
| Uso: Excavador |
| válvula: 24 válvulas |
| Enfriamiento: Refrigeración por agua |
| Inyección: Eléctrico |
| Forma del trabajo: Turbo |
Descripción
Fijación de técnicas
El paso final en una reparación fría de la grieta es martillar sobre los tops de los pernos o de los enchufes con un pedazo embotado de la herramienta en un martillo de aire. El martilleo deforma los tops de los pernos y de las ayudas para mezclarlas en el metal circundante. El martilleo también comprime los hilos superiores para un sello sin goteras. Los pernos se pueden entonces moler a ras según las necesidades, seguido por el martilleo para reparar casi invisible.
Una vez que las reparaciones se han terminado en culata, la cabeza debe otra vez ser presión probada para asegurarse de allí no es ningún escape. Si hay pequeños escapes, él puede ser fijado a menudo por los pernos adicionales de martilleo y/o de instalación adicionales. También, no utilice demasiada presión de aire para reexaminar una cabeza como esto puede eliminar el sellador del hilo antes de que haya curado completamente.
Opciones de soldadura
irontite_tapered_plugs_1If una cabeza o un bloque agrietada no puede ser reparado llenando las grietas de los pernos o los enchufes, soldando con autógena son otra opción. Para las cabezas del arrabio, esto incluye la soldadura del horno, rocía con llamas la soldadura o soldar. Con las cabezas de aluminio, sería soldadura de TIG.
La soldadura del horno requiere un soldador experto y el precalentamiento de la cabeza en un horno a 1.000 a 1.400 grados de F (color rojo medio). La cabeza debe ser perfectamente limpia y las guías de la válvula, los asientos y cualquier perno prisionero se deben quitar antes de la soldadura. La grieta se debe también moler hacia fuera hasta el final a la chaqueta de agua para aceptar la barra del llenador (que debe ser la misma aleación que la cabeza).
La soldadura se hace con una antorcha del acetileno y una llama neutral. Después de que se haya llenado la grieta, la cabeza se debe envolver en una manta aislador para evitar que se refresque demasiado rápidamente (que podría dar lugar a puntos duros o a agrietarse adicional). El índice de enfriamiento no debe exceder 200 grados de F por hora, así que debe tardar 6 a 7 horas a refrescarse detrás abajo a la temperatura ambiente.
![]()
![]()
![]()