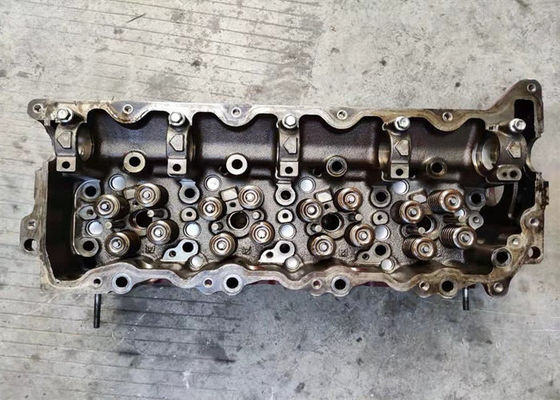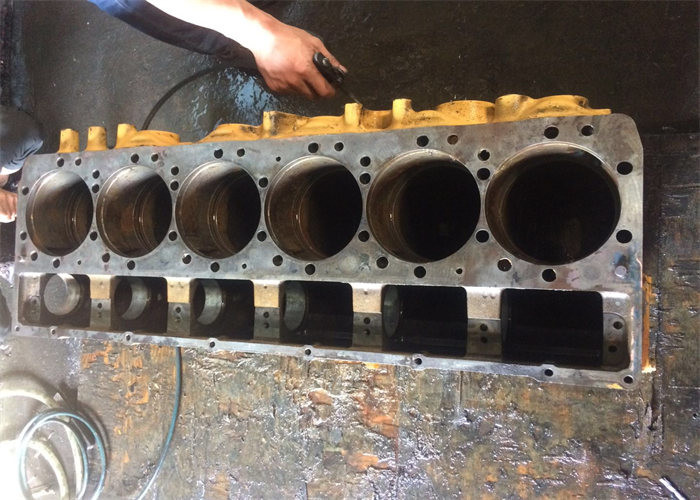
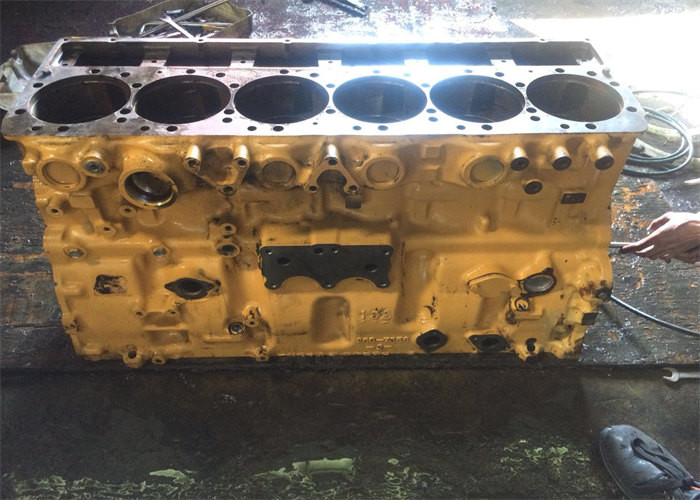
Bloques de motor usados diesel C13 para la refrigeración por agua del excavador E349D E349F
Especificación
| Nombre del coche: Bloque de cilindro del motor |
| Number modelo: C13 |
| Tipo del motor: Diesel |
| Uso: Excavador |
| válvula: 24 válvulas |
| Enfriamiento: Refrigeración por agua |
| Inyección: Eléctrico |
| Forma del trabajo: Turbo |
Descripción
Rocíe con llamas la soldadura
Otra técnica para reparar las grietas en cabezas y bloques del arrabio es rocía con llamas la soldadura (del polvo). Rocíe con llamas la soldadura es más rápido y más fácil que la soldadura del horno, y puede crear reparaciones fuertes y duraderas lo mismo que la soldadura del horno. La cabeza todavía tiene que ser precalentada y lento ser refrescada después de que se haya llenado la grieta.
irontite_tapered_plugs_2The rocían con llamas la antorcha tienen una tolva disparador-actuada que alimente el polvo del níquel en la llama. Cuando el polvo se expone a la llama, derrite y se funde a los lados de la grieta para llenar la área de reparaciones. El proceso es similar a soldar pero a resultados en una reparación mucho más fuerte que soldando. El polvo se puede utilizar para llenar los agujeros y las grietas, y para aumentar asientos de válvula gastados o dañados.
TIG Welding Aluminum Heads
Las grietas en las cabezas de aluminio son reparadas lo más a menudo posible por la soldadura de TIG usando el gas del argón o a veces del helio. Un escudo del gas inerte es necesario porque el aluminio forma una capa del óxido cuando se expone para ventilar. La capa del óxido puede contaminar la soldadura y evitar que la barra del llenador se funda con el metal circundante. Una corriente alternada se utiliza alternativamente para calentar el metal y para consumir cualquier óxido que forme. Como el arrabio, el aluminio se debe precalentar antes de la soldadura. Pero con aluminio usted necesita solamente precalentar a 350 a 450 grados de F.
Las conductas de aluminio calientan mucho más rápidamente el arrabio que así que es importante mantener la cabeza caliente mientras que se está soldando con autógena. Las técnicas de soldadura varían, pero la idea básica es derretir el metal circundante y llenar la grieta del metal fundido y de la barra del llenador. Las soldaduras más fuertes se alcanzan usando una barra del llenador que haga juego de cerca la aleación en el bastidor. Dos barras del llenador que funcionan bien son #4043 y #5356 con el 5 por ciento de magnesio. El tipo de electrodo que se utilice en el soldador del TIG puede también diferenciar. Los electrodos del torio del tungsteno funcionan bien con aluminio, pero los electrodos del tungsteno del circonio (que son mucho más costosos) se consideran mejor de irontite_tapered_plugs_3the.
![]()
![]()